
Hovedparten af de faste cykler bruges til boring.
De faste cykler er lĺst i styringen, sĺ man kan normalt ikke komme til at slette dem eller rette i dem.
ISO har standardiseret 9 forskellige borecykler, og de fleste styringer har disse. Nogle har derudover nogle andre faste cykler, som f.eks. boring af huller i et gittermřnster eller frćsning af noter, men disse er ikke standardiserede, sĺ man mĺ sřge nćrmere oplysninger i den medfřlgende programmeringsmanual.
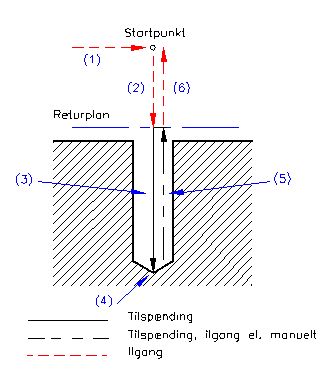
- Positionering til det fřrste huls XY-koordinat. Det kaldes startpunktet.
- En ilgangsbevćgelse i Z-aksen til returplanet.
- Hulbearbejdningen, som altid sker i tilspćnding.
- Ved bunden af hullet: Evt. bevćgelse, dvćletid eller spindelorientering.
- Retur til returplanet. Den aktuelle G-kode afgřr om det sker manuelt, i ilgang eller i tilspćnding.
- Returnering til startpunktet i ilgang.
Trin 1, 2 og 6 gćlder for alle cykler. Trin 4 og 5 varierer afhćngig af borecyklen.
Hvis man křrer en borecyklus i enkeltblok tilstand stopper aksebevćgelserne efter trin 1, 2 og 6. Det er derfor nřdvendigt at trykke pĺ cyklusstart 3 gange for at bearbejde ét hul.
Selvom mange af borecyklerne ligger tćt op ad hinanden, kan programmeringen af dem vćre lidt forskellig pĺ forskellige styringer.
Se ogsĺ vejledningen til de enkelte cyckler i CNC-kode oversigten.